





Mesin Kilang Gelek Sejuk Bagi Blok Galas Gelek Perantaraan Sebelah Sebelah
Bahan dan rawatan haba kerusi galas penggelek perantaraan pada bahagian operasi kilang gelek sejuk
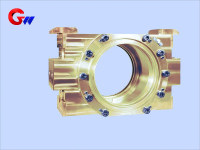
Mengendalikan Bahan Badan Blok Galas Penggelek Perantaraan Sisi:
Besi tuang kekuatan tinggi (HT300/HT350) atau keluli tuang (ZG310-570), dengan kekuatan tegangan ≥ 500MPa.
Lapisan tahan haus diperbuat daripada gangsa (ZCuAl10Fe3) atau bahan komposit polimer (seperti bahan diubah suai PTFE).
Rawatan haba:
Tuangan memerlukan rawatan penuaan (untuk menghapuskan tekanan dalaman) dan pelindapkejutan frekuensi tinggi permukaan sentuhan kritikal (kekerasan HRC45-50).
- GW Precision
- Luoyang, China
- Penetapan Kontrak
- maklumat
Mesin Kilang Gelek Sejuk Bagi Blok Galas Gelek Perantaraan Sebelah Sebelah
Dimensi dan toleransi Blok Galas Gelek Pertengahan Sisi Kendalian
Lubang pemasangan galas:
Mengikut jenis galas (seperti siri TQO bagi galas roller tirus empat baris), toleransi biasanya H6 (lubang dalam) atau js6 (diameter luar).
Keperluan kekasaran: Ra permukaan mengawan galas ialah ≤ 0.8 μ m, dan Ra permukaan tidak mengawan ialah ≤ 3.2 μ m.
Ketepatan kedudukan:
Kebulatan lubang dalam tempat duduk galas ialah ≤ 0.008mm, dan keserasian ialah ≤ 0.015mm/500mm.
Kelegaan muat dengan leher gulung: 0.05-0.10mm (mengambil kira pengembangan terma).

Pengaturcaraan Pemesinan CNC
Pengaturcara menggunakan pemprosesan simulasi PC untuk menjalankan program, mengoptimumkan talian pemprosesan dan mengatur alatan pemprosesan yang munasabah, supaya pemprosesan bahan kerja lebih tepat dengan garisan pisau yang kemas dan cantik.
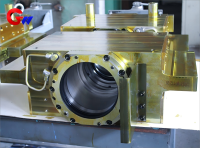
Peralatan Pemprosesan Ketepatan Tinggi
Pusat pemesinan mendatar CNC, pusat pemesinan menegak CNC, pusat pemesinan komprehensif lima paksi dan peralatan pemprosesan ketepatan tinggi yang lain memastikan ketepatan saiz pemprosesan produk Blok Galas Gulungan Pertengahan Sisi Operasi, juga memastikan struktur kompleks bahan kerja dapat diproses dengan lancar dan tepat.

Proses pembuatan dan pemasangan Blok Galas Gelek Perantaraan Sisi Sebelah Teknologi pemprosesan:
Mesin bor dan pengilangan CNC untuk pemesinan lubang galas (ketepatan tahap IT6), mengasah atau mengisar untuk pemprosesan akhir.
Ralat kedudukan lubang bolt ialah ≤ 0.05mm untuk memastikan dok yang tepat dengan bingkai.
Keperluan pemasangan:
Laraskan daya pra pengetatan galas mengikut spesifikasi pengeluar (seperti daya pengetatan pra paksi 8-12kN).
Gunakan kacang hidraulik untuk pemasangan untuk mengelakkan beban impak.
Kawalan Proses Kualiti
Dari pemprosesan kosong, pengesanan kecacatan, rawatan haba kepada proses pengeluaran, setiap proses mempunyai pemeriksa untuk memeriksa, layak sebelum pemprosesan proses seterusnya.
Pemeriksaan dan Pengujian
Prosedur pemeriksaan dan ujian yang ketat adalah jaminan kualiti kami. Setiap Blok Galas Roller Perantaraan Bahagian Operasi mempunyai satu set lengkap laporan analisis komposisi kimia, laporan rawatan haba, laporan pengesanan kecacatan, toleransi dimensi, laporan pemeriksaan toleransi bentuk dan kedudukan (tiga koordinat dan instrumen pemeriksaan ketepatan lain memastikan ketepatan saiz pemesinan), semuanya boleh dikesan dan boleh dikesan.

Pelinciran dan pengedap tempat duduk galas roller perantaraan pada bahagian operasi kilang gelek sejuk
Sistem pelinciran:
Pelinciran minyak nipis pekat (tekanan 0.3-0.5MPa, kadar aliran 30-50L/min), atau pelinciran udara minyak (isipadu titisan minyak 5-10 titis/min).
Kelikatan minyak pelincir: ISO VG 68-100 (pada 40 ℃).
Reka bentuk pengedap:
Pengedap gabungan (pengedap labirin+pengedap bibir bertetulang spring), standard kalis debu ISO 4406 18/16/13.
Bahan pengedap: Fluororubber tahan suhu tinggi (FKM) atau poliuretana (PU).





